

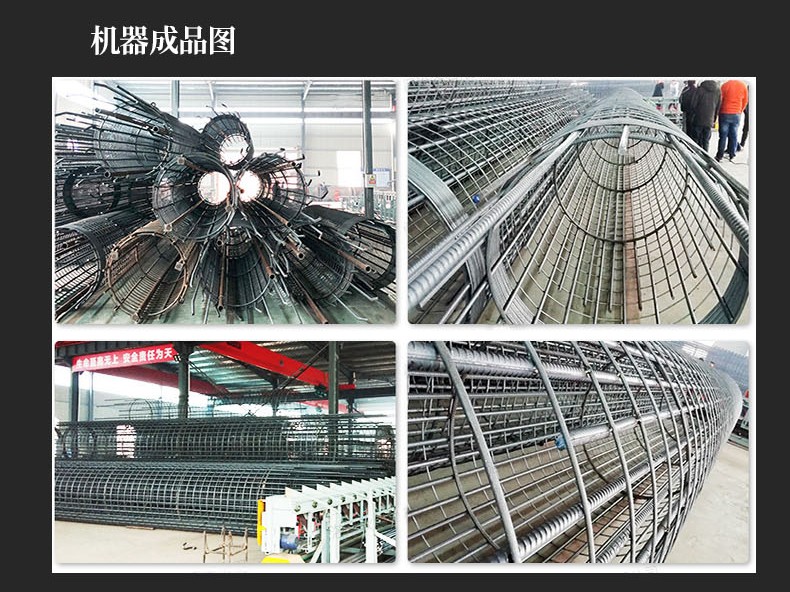
顧名思義,鋼筋籠滾焊機是一種由PLC控制的加工生產鋼筋籠的設備,滾焊機的出現,結束了鋼筋籠一貫手工捆綁的歷史,為我國橋梁、高鐵的制造提高了效率,不過鋼鋼筋籠滾焊機也難免會出現故障的問題,這時掌握相關的維修技巧至關重要,所以我們廠家的技術人員就針對一些常見的故障問題,為您整理了以下幾點。
◎當鋼筋籠滾焊機在作業時出現掉頭的處理方法:慢慢的調節滾焊機的感應開關直至回到正常的位置。
◎鋼筋籠滾焊機的矯直輪調直法:滾焊機廠家一般都是采用波浪形調直法,但波浪不可過大否則增加牽引阻力,造成牽引不動牽引輪打滑鋼筋斷裂。
◎當滾焊機出現跑絲的處理方法:檢查下筋籠滾焊機是否是應為壓滾簧過緊,滑道拉簧過松,或者是滑道下邊拖絲鋼棍不到位,滑道不滑動。
◎鋼筋出筒后如頭往上翹,調節上邊一組輪適當往下壓,如果出筒之后鋼筋往下翹,調節下邊一組輪適當的往上頂,始終使鋼筋出頭端呈水平狀態。
◎當鋼筋籠滾焊機彎雙筋是靠外一根鋼筋出來后有脫落彎曲芯軸的現象:滾焊機廠家可以將預矯直一組輪的外輪適當向內壓,致使雙筋相互靠攏,彎較大的箍筋時彎曲速度應相應減慢。
◎當滾焊機出現彎絲現象:可以調整下調直塊的角度,看是否和調直器,壓滾槽在一條直線上。
◎鋼筋籠滾焊機的彎曲芯軸的調節:滾焊機廠家可調節起落架汽缸,使彎曲芯軸的上頂點與導線筒孔的下邊成水平或低導線筒孔下邊1-2mm,壓緊氣壓好保持在4兆帕左右以免造成鋼筋變形及設備損壞。
◎鋼筋籠滾焊機在彎曲的過程中出現斷絲現象:滾焊機廠家首先要檢查調直塊角度看看是否過大,或者是退不回,送絲滾上的壓簧過松,材質不好等。
以上就是我們的鋼筋籠滾焊機廠家的技術人員為您總結的關于設備故障的問題了,如若大家在使用設備的過程中出現了上述問題,希望文章中的方法能幫助您盡快的解決,如若您還有任何的疑問,歡迎隨時來電咨詢。
| 上一條:解析數控鋼筋彎曲中心的選購要點與安全操作 | 下一條:數控鋼筋彎曲中心使用方法 - 專業程度決定企業生產的成敗 |






 魯公網安備 37089702000456號
魯公網安備 37089702000456號 首頁
首頁
 產品展示
產品展示
 電話
電話
 聯系我們
聯系我們